Home >
Electronics Clean Room Facilities >
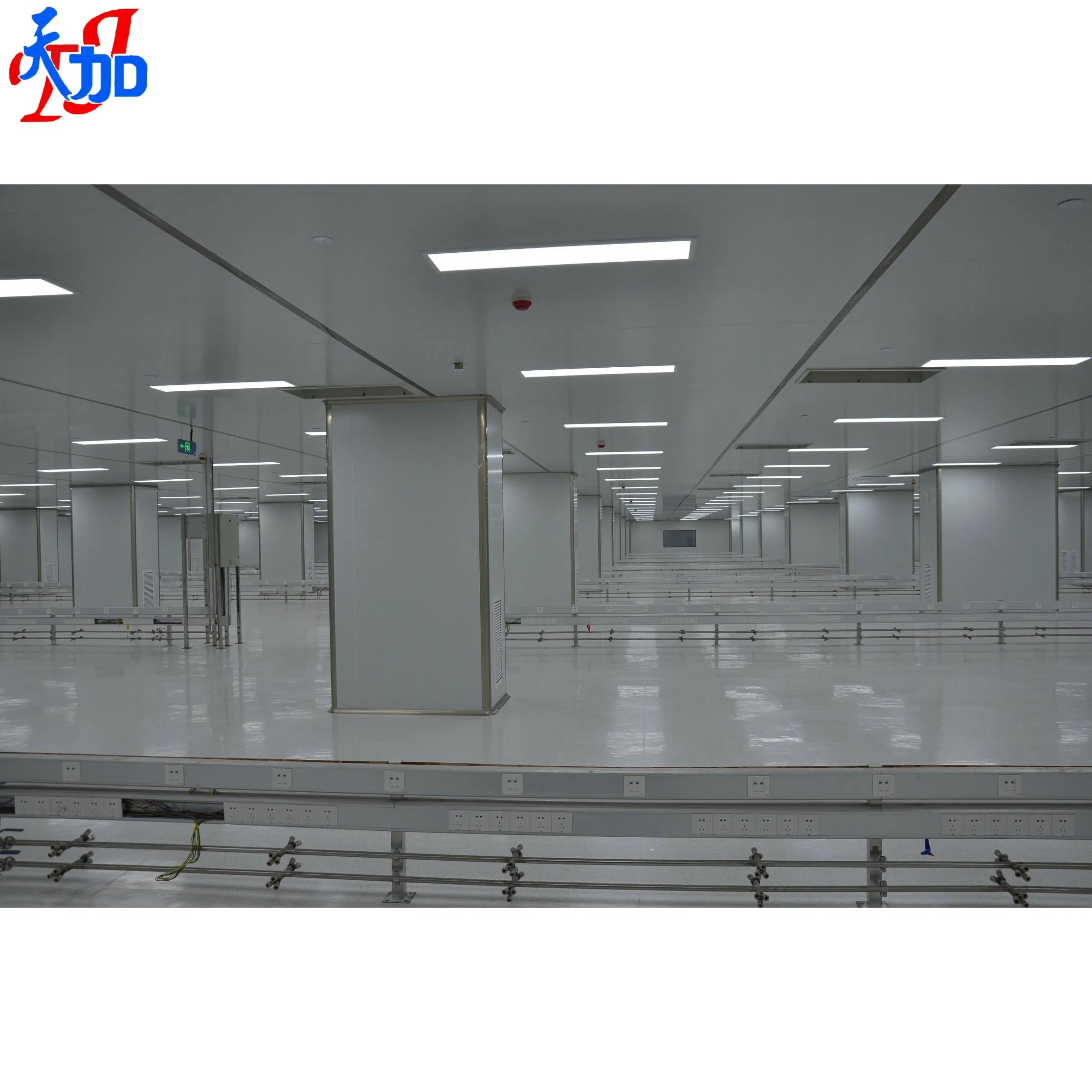
High-Performance Cleanroom/Clean Room with Superior Design for Electronics, Pharmaceuticals, Chemicals, Food Processing, and Industrial Manufacturing Sector
1 / 5
High-Performance Cleanroom/Clean Room with Superior Design for Electronics, Pharmaceuticals, Chemicals, Food Processing, and Industrial Manufacturing Sector
Air shower, Pass box, Sampling booth, FFU, LAF, VHP sterilizer
Temperature
21-27°C (or as per required)
Humidity
30-60% (or as per required)
Qualification
CE, GMP, ISO
Professional Solutions
Our company is a high-tech enterprise offering comprehensive cleanroom solutions from engineering design to construction, manufacturing, and support. With a 7,000m² state-of-the-art facility, we specialize in top-quality cleanroom panels (rock wool, glass magnesium, honeycomb) catering to pharmaceuticals, electronics, food processing, and cosmetics industries worldwide.
Frequently Asked Questions
Are you a manufacturer or a trader?
We are a professional manufacturer with a plant area of nearly 7,000 square meters and over 100 employees, including senior technical staff.
What qualifications do you hold?
We hold certifications for building decoration, electrical installation, electronic and intelligent engineering, medical licensing, and pressure piping (GC2).
Can you provide product samples?
Yes, we provide free panel samples. Please note that shipping costs are typically borne by the customer.
What is the standard production delivery cycle?
Our standard delivery time is 7-25 days after deposit and technical confirmation. Special arrangements can be made for urgent projects.
What after-sales services do you provide?
We offer a complete after-sales support system, responding promptly to technical inquiries and maintenance needs to ensure smooth operation.
What are your competitive advantages?
Our core advantages include source material quality control, a sophisticated product line, an experienced technical team, and one-stop cleanroom solutions.